


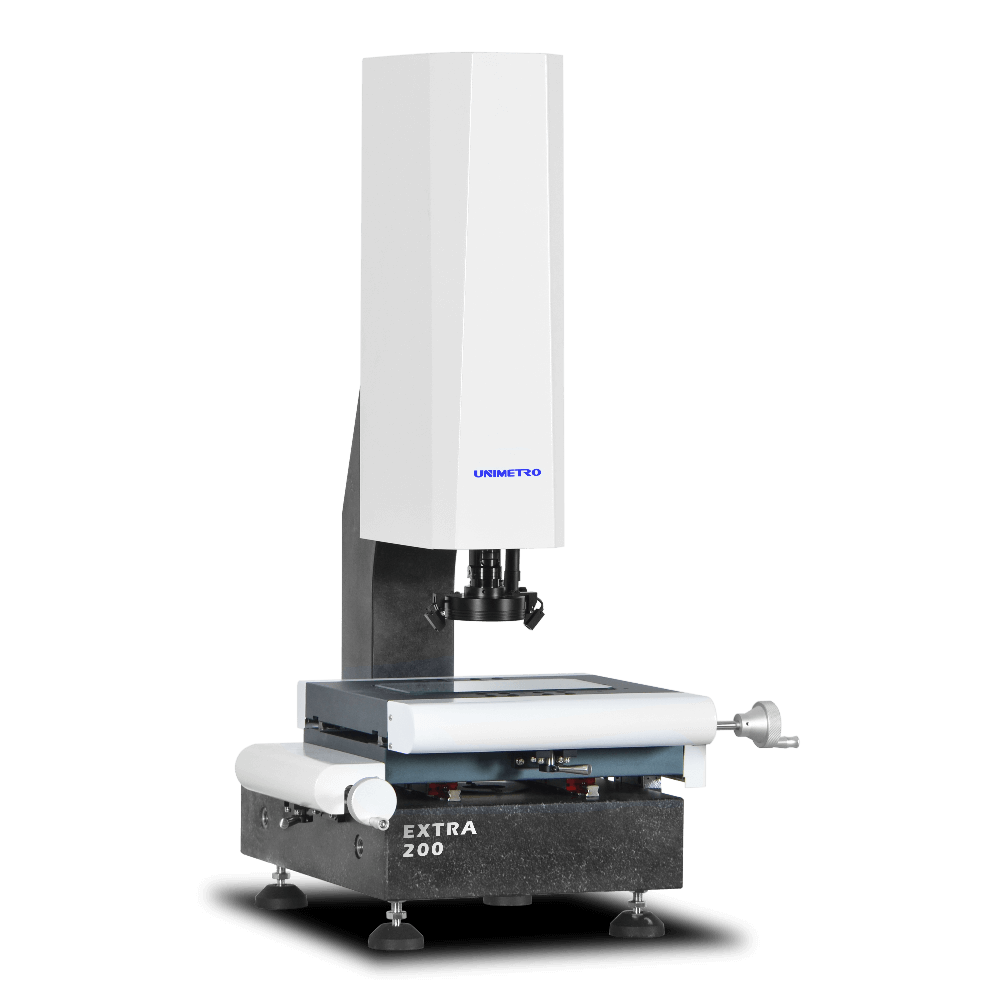









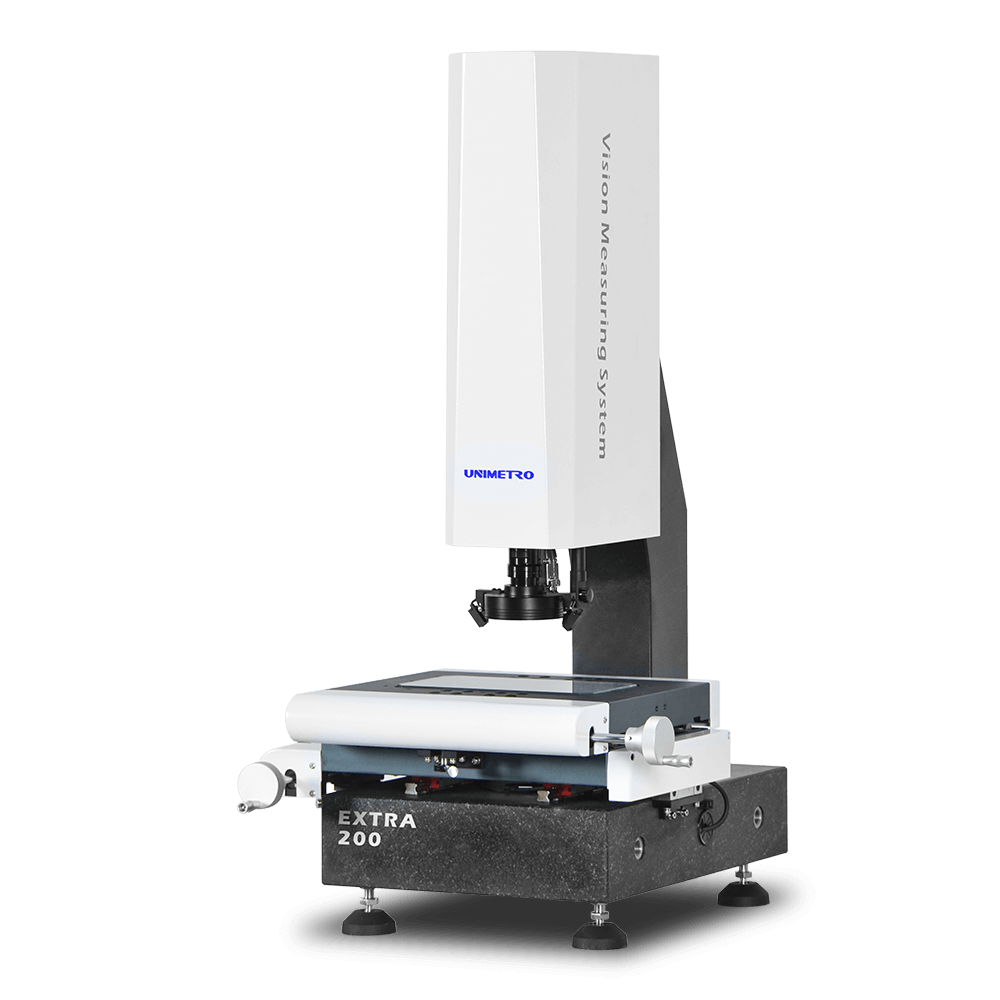
測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um
測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um
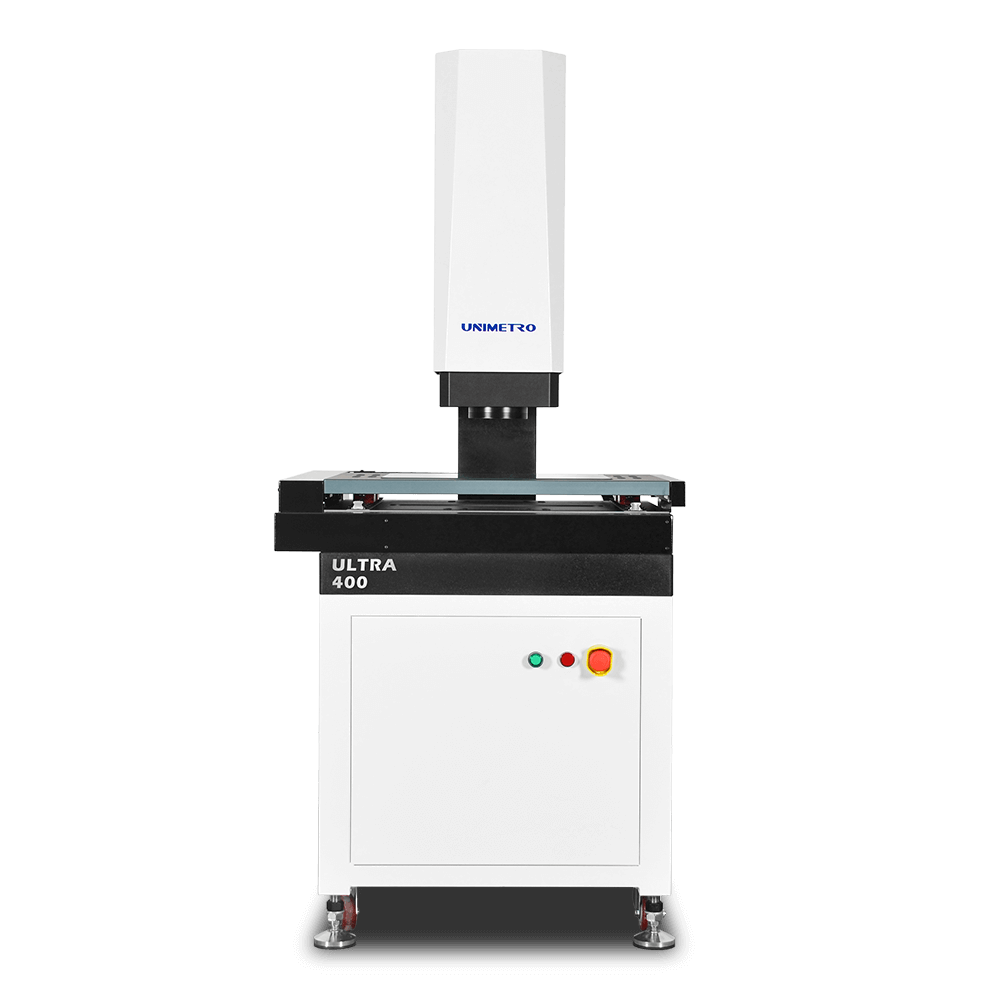
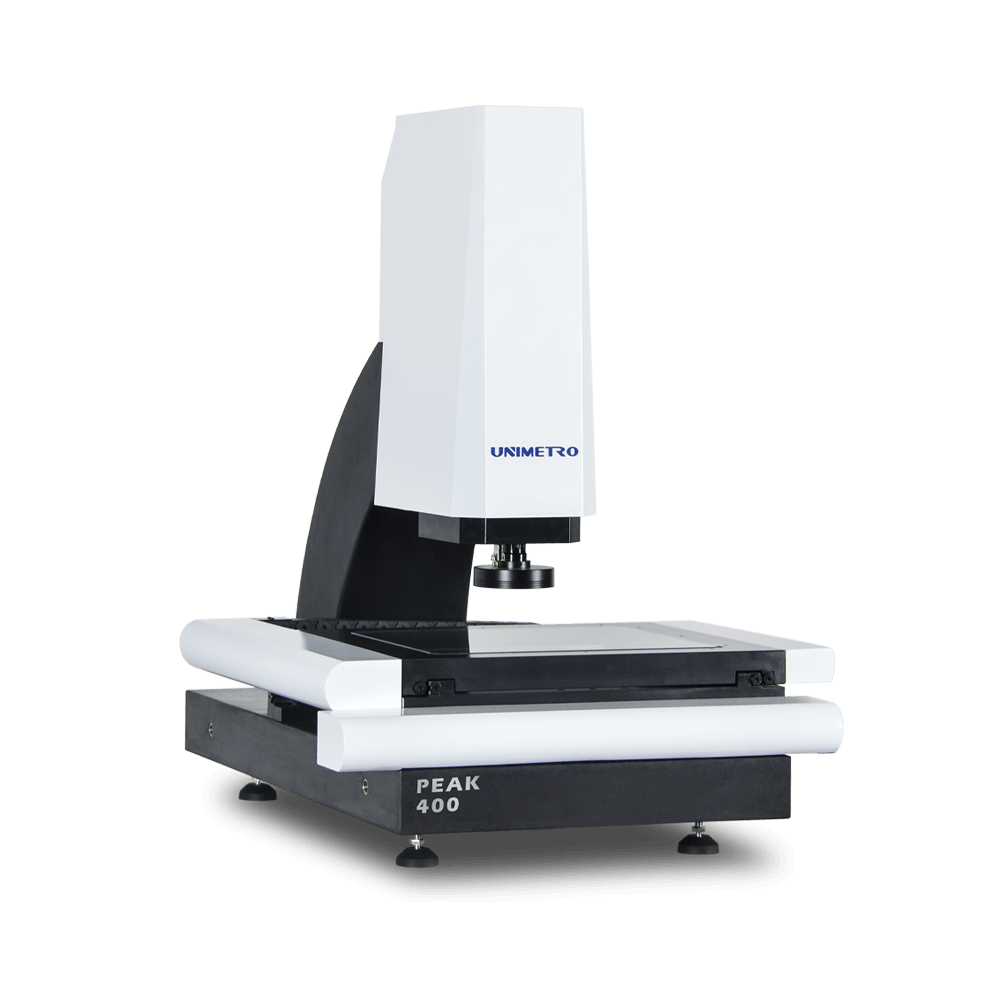
測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

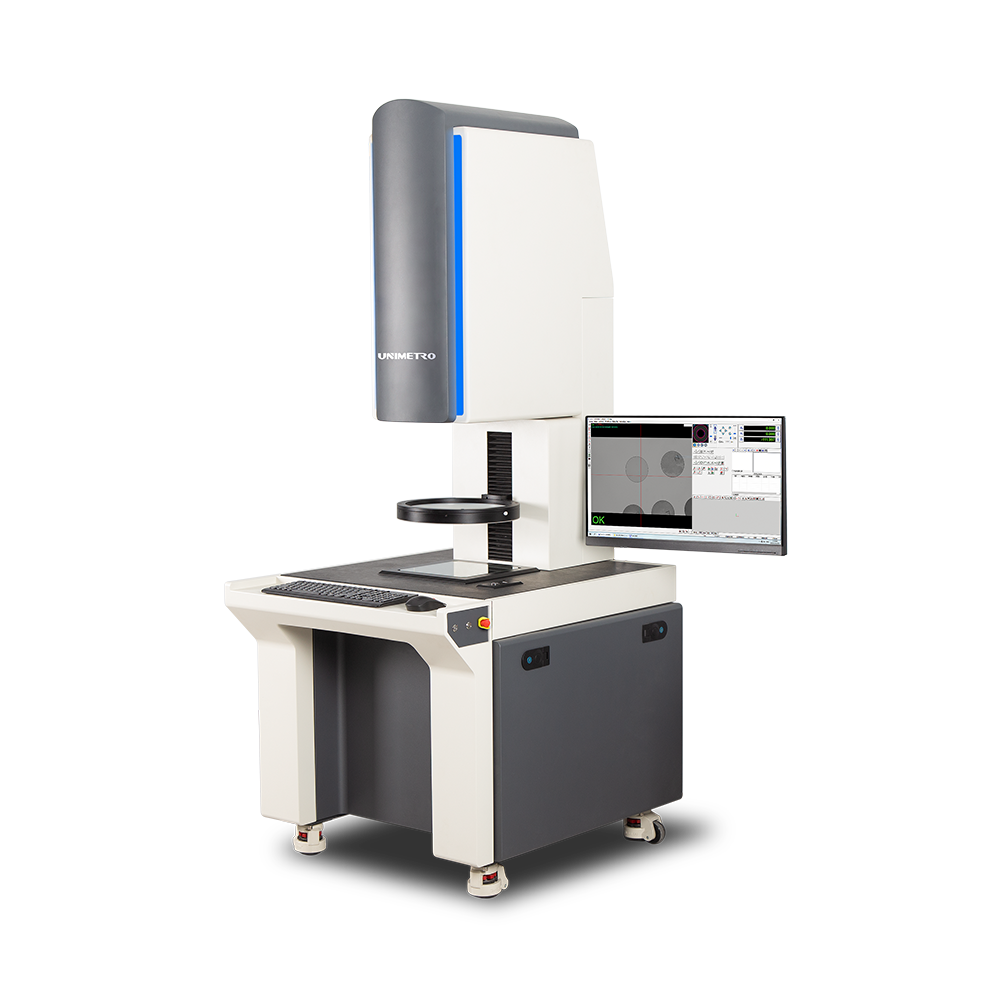
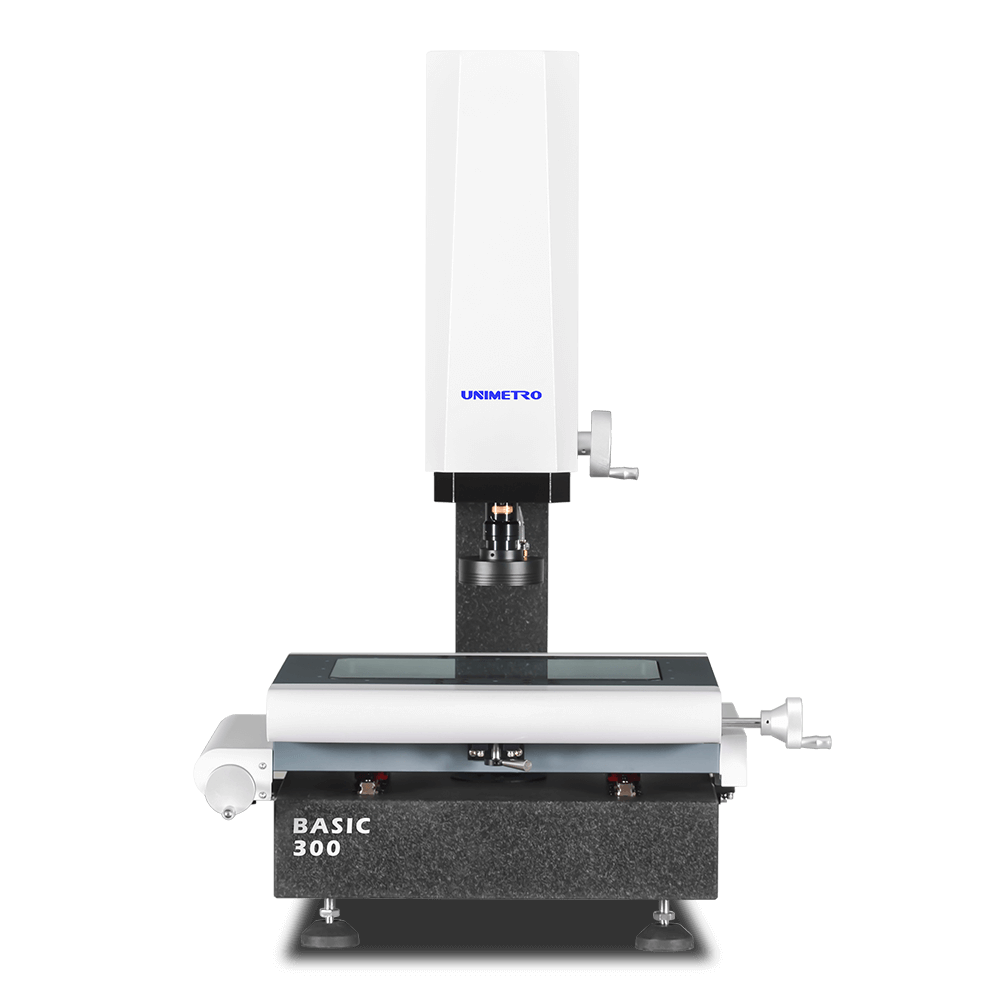
測量精度
2.5+L/100重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um
測量精度
2.5+L/100重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/100重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/100重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

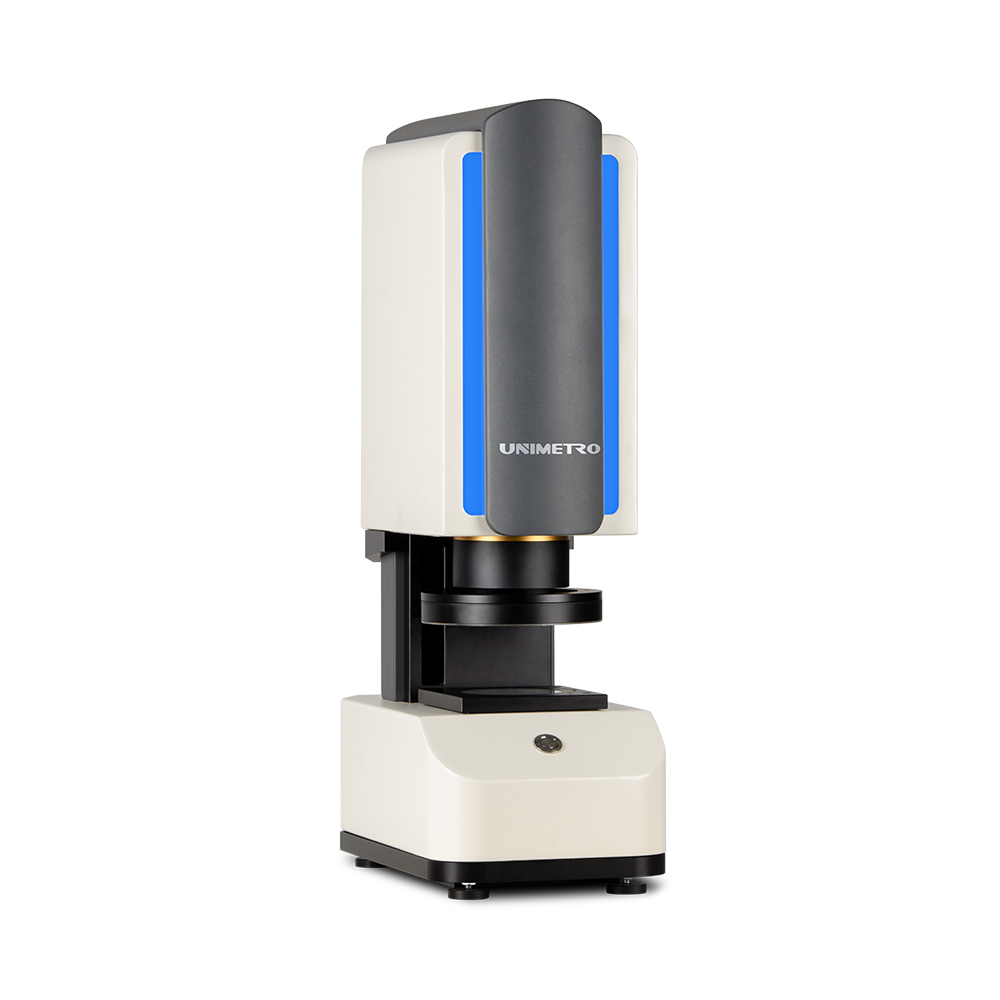
測量精度
2.5+L/200重復精度
2.5um總放大倍率
25.2~158.4X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.1um

測量精度
重復精度
總放大倍率
物方視場
工作距離
光柵尺解析度


導航×
新聞資訊
News時間:06-23 2023 來自:祥宇精密
在制造業中,測量是保證產品精度和質量的關鍵步驟之一。手動測量和三坐標測量是兩種常見的測量方法。雖然它們都可以用于測量零部件或產品的尺寸,但在使用過程中存在著明顯的區別。本文將介紹手動測量和三坐標測量方法的區別,幫助讀者更好地理解這兩種測量方法以及它們在制造業中的應用。
1. 手動測量方法的基本原理
手動測量是指使用簡單的測量工具(如卡尺、游標卡尺、高度規等)對零部件或產品的尺寸進行測量。手動測量的基本原理是通過觀察被測物體的形狀、尺寸和外觀,利用測量工具對其進行直接測量,并根據計算公式來計算出其尺寸和特征參數。手動測量方法操作簡單,但由于依賴操作人員的經驗和技能,容易產生人為誤差。
2. 三坐標測量方法的基本原理
三坐標測量是指使用三坐標測量機對零部件或產品的三維形狀和尺寸進行精密測量。三坐標測量機通過探頭在三個方向上的移動,實現對被測物體表面各個點的精確測量,并將其坐標值輸入計算機軟件中進行處理和分析。三坐標測量機可以自動化地完成復雜的測量任務,提高了測量的準確性和效率。

手動測量與三坐標測量方法的區別
1. 精度和重復性
由于手動測量依賴人工操作,誤差難以避免,精度和可重復性相對較低。而三坐標測量機可以實現高精度的測量,且測量結果具有高可重復性,可以提高產品制造的精度和質量。
2. 測量范圍和速度
手動測量適用于小型、簡單的零部件或產品的尺寸測量,但當需要測量大型、復雜的零部件時,則需要花費更多時間和精力。而三坐標測量機可以測量各種大小和形狀的零部件,且測量速度快,效率高。
3. 操作和使用成本
手動測量需要操作人員具備一定的專業知識和技能,并需要購買各種手動測量工具。而三坐標測量機需要進行設備的投資和維護,還需要專業技術人員進行操作和維護。






400-801-9255
聯系人:張小姐
電 話:0769-8160-1125
郵 箱:dgxycmm@163.com
-
產品服務
-
解決方案
-
視頻中心
-
新聞資訊
-
關于我們
 微信咨詢詳情
微信咨詢詳情
- 400 801 9255
- 7*24小時客服電話




